
குளிரூட்டப்பட்ட குறைந்த குரோமியம் மாலிப்டினம் டக்டைல் அயர்ன் ரோலில் அனீலிங் வெப்பநிலையின் விளைவு
வார்ப்பு செயல்முறையால் பாதிக்கப்பட்ட, குளிரூட்டப்பட்ட குறைந்த குரோமியம் மாலிப்டினம் டக்டைல் இரும்பு ரோல் ஒப்பீட்டளவில் பெரிய வார்ப்பு அழுத்தத்தைக் கொண்டுள்ளது, எனவே மன அழுத்த நிவாரண அனீலிங் சிகிச்சை தேவைப்படுகிறது. மன அழுத்த நிவாரண அனீலிங் வெப்பநிலை அழுத்த அழுத்த நிவாரணத்தின் அளவைப் பாதிப்பது மட்டுமல்லாமல், ரோலின் அமைப்பு மற்றும் செயல்திறனையும் பாதிக்கிறது என்பதை பயிற்சி காட்டுகிறது.
உருகிய இரும்பு, கீழே ஊற்றும் ஊற்ற செயல்முறைக்கு மின் அதிர்வெண் தூண்டல் மின்சார உலை பயன்படுத்தி, ரோல் வேலை மேற்பரப்பு விட்டம் 288 மிமீ, மற்றும் கலவை அட்டவணை 1 இல் காட்டப்பட்டுள்ளது. 20 மிமீ தடிமன் மற்றும் 40 மிமீ அகலம் (ரேடியல் பரிமாணம் உருட்டப்பட்ட குளிர்ந்த அடுக்கிலிருந்து வளையம். மோதிரம் பல மாதிரிகளாக வெட்டப்பட்டது, அவை பல்வேறு வெப்பநிலையில் அனீல் செய்யப்பட்டு வெப்ப சிகிச்சை செய்யப்பட்டன, பின்னர் மெட்டலோகிராஃபிக் அமைப்பு மற்றும் கடினத்தன்மை காணப்பட்டது.
படம் 1 ரோல் வெட்டு வளையத்தின் வெளிப்புறத்தில் உள்ள மெட்டலோகிராஃபிக் அமைப்பையும் (குளிர் வகைக்கு அருகில்) மற்றும் வெட்டு வளையத்தின் உட்புறத்தையும் (ரோல் கோருக்கு அருகில்) காட்டுகிறது. படம் 1a மற்றும் படம் 1b ஆகியவை ரோலின் காஸ்ட் அமைப்பு பெர்லைட், லெட்புரைட் மற்றும் கார்பைடு என்பதைக் காட்டுகிறது. தொடு வளையத்தின் வெளிப்புறத்தில் கார்பைடுகளின் அளவு அதிகமாகவும், முத்துக்களின் அளவு குறைவாகவும், தொடு வளையத்தின் உள்ளே கார்பைடுகளின் அளவு குறைவாகவும், முத்துக்களின் அளவு அதிகமாகவும் இருக்கும். . படம் 600 சி மற்றும் படம் 4 டி யில் காட்டப்பட்டுள்ளபடி, அனீலிங் வெப்பநிலை 1 டிகிரி செல்சியஸை அடைந்தாலும் மற்றும் வைத்திருக்கும் நேரம் 1 மணிநேரமாக இருந்தாலும், ரோல் கட்டமைப்பில் இன்னும் வெளிப்படையான மாற்றம் இல்லை என்பதை சோதனை காட்டுகிறது.

(a) வெளியே நடிப்பது போல் (b) உள்ளே நடிப்பது போல
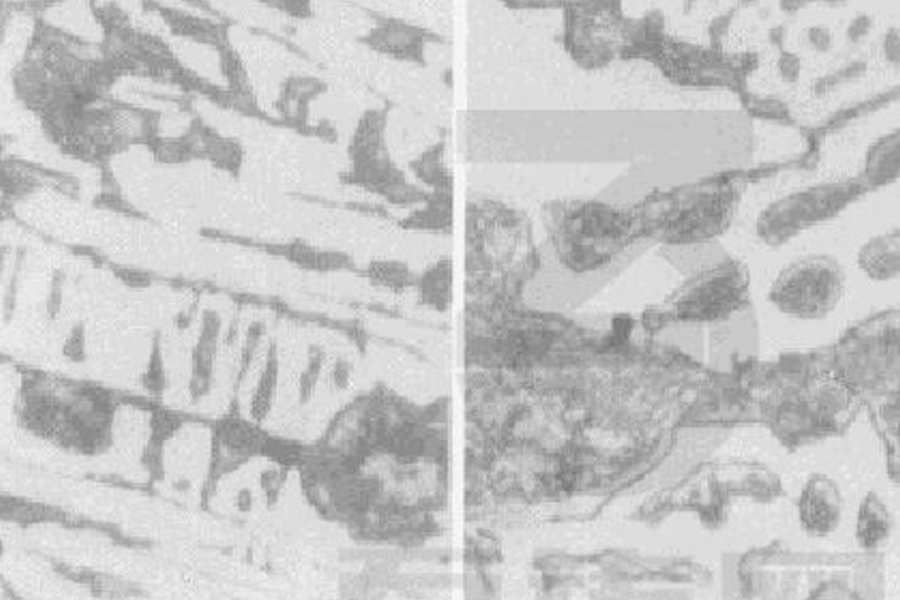
(c) 600 after × 4h வெப்ப சிகிச்சைக்குப் பிறகு வெளிப்புறப் பக்கம் (d) 600 after × 4h வெப்பச் சிகிச்சைக்குப் பின் உள் பக்கம்
படம் 1 ரோல் மெட்டாலோகிராஃபிக் அமைப்பு
படம் 2 ரோல் வேலை செய்யும் அடுக்கின் வெட்டு வளையத்தின் வெவ்வேறு நிலைகளில் கடினத்தன்மையைக் காட்டுகிறது. உருளையின் கடினத்தன்மை படிப்படியாக வெட்டு வளையத்தின் உட்புறத்திலிருந்து படிப்படியாகக் குறைந்து வருவதைக் காட்டுகிறது. வெப்ப சிகிச்சைக்குப் பிறகு, ரோலின் கடினத்தன்மை குறைகிறது, மேலும் வெப்ப சிகிச்சை வெப்பநிலையின் அதிகரிப்புடன் கடினத்தன்மை குறைகிறது. வெப்ப சிகிச்சை வெப்பநிலை 600 ° C ஐ அடையும் போது, கடினத்தன்மை வெகுவாக குறைகிறது. ரோல்களின் கடினத்தன்மை குறித்த வாடிக்கையாளரின் தேவைகளுக்கு ஏற்ப, உற்பத்தியில் 400 டிகிரி அனீலிங் வெப்பநிலையை நாங்கள் தேர்வு செய்கிறோம்.

கலந்துரையாடல்
வெப்ப சிகிச்சைக்குப் பிறகு ரோல் கடினத்தன்மை குறைவது மூன்று காரணிகளால் ஏற்படுகிறது. கார்பைடுகளின் சிதைவு போன்ற வெப்ப சிகிச்சையின் போது மெட்டலோகிராஃபிக் அமைப்பு மாறுகிறது. படம் 1 இன் படி, வெப்ப சிகிச்சை வெப்பநிலை 600 ° C ஐ அடைந்தாலும், ரோல் கட்டமைப்பில் இன்னும் குறிப்பிடத்தக்க மாற்றம் இல்லை. இந்த முடிவு ஃபெரோஅல்லாய் கட்ட வரைபடத்துடன் ஒத்துப்போகிறது [1]. ரோல் கடினத்தன்மை குறைவது மெட்டலோகிராஃபிக் கட்டமைப்பில் ஏற்படும் மாற்றங்களால் ஏற்படாது என்பதைக் காணலாம். இரண்டாவதாக, அலாயிங் கூறுகள் சீராகப் பரவி வெப்பச் சிகிச்சைச் செயல்பாட்டின் போது, அதாவது நுண்ணிய கட்டமைப்பில் ஏற்படும் மாற்றங்களால், சூப்பரேஷன் அளவு குறைகிறது. இந்த காரணியின் விளைவை தீர்மானிக்க, சோதனை பல்வேறு வெப்ப சிகிச்சைகளுக்குப் பிறகு கார்பைடு மற்றும் பெர்லைட்டின் மைக்ரோஹார்ட்னஸை அளவிட்டது (படம் 3 ஐப் பார்க்கவும்). அளவீட்டு முடிவுகள் வெப்ப சிகிச்சைக்குப் பிறகு முத்து மற்றும் கார்பைடுகளின் மைக்ரோஹார்ட்னெஸ் மாறுபட்ட அளவுகளில் குறைக்கப்படுகிறது என்பதைக் காட்டுகிறது. இந்த நிகழ்வு ரோலின் மேக்ரோஸ்கோபிக் கடினத்தன்மையைக் குறைக்க வழிவகுக்க வேண்டும். மூன்றாவது அழுத்தத்தின் நிவாரணத்துடன் ரோலின் மேக்ரோஸ்கோபிக் கடினத்தன்மையைக் குறைப்பதாகும்.
தீர்மானம்
குளிரூட்டப்பட்ட குறைந்த குரோமியம் மாலிப்டினம் டக்டைல் இரும்பு ரோல் இணைக்கப்பட்ட பிறகு மற்றும் 600 டிகிரி செல்சியஸுக்குக் குறைவான வெப்பத்திற்கு சிகிச்சையளிக்கப்பட்ட பிறகு, மெட்டாலோகிராஃபிக் அமைப்பு கணிசமாக மாறாது, ஆனால் மேக்ரோஸ்கோபிக் கடினத்தன்மை குறைகிறது. வெப்ப சிகிச்சை வெப்பநிலை 450 ° C க்கும் குறைவாக இருக்கும்போது, இணை கடினத்தன்மை சிறிது குறையும், மற்றும் வெப்ப சிகிச்சை வெப்பநிலை 600 ° C க்கும் அதிகமாக இருக்கும்போது, கடினத்தன்மை மேலும் குறைகிறது. மேக்ரோஸ்கோபிக் கடினத்தன்மை குறைவதற்கான காரணம் மைக்ரோஹார்ட்னெஸ் குறைதல் மற்றும் வார்ப்பு அழுத்தத்தை நீக்குதல் ஆகும்.
மறுபதிப்புக்கு இந்த கட்டுரையின் மூலத்தையும் முகவரியையும் வைத்திருங்கள்: குளிரூட்டப்பட்ட குறைந்த குரோமியம் மாலிப்டினம் டக்டைல் அயர்ன் ரோலில் அனீலிங் வெப்பநிலையின் விளைவு
மிங்கே டை காஸ்டிங் கம்பெனி தரமான மற்றும் உயர் செயல்திறன் கொண்ட வார்ப்பு பாகங்கள் (மெட்டல் டை காஸ்டிங் பாகங்கள் வரம்பில் முக்கியமாக அடங்கும் மெல்லிய-வால் டை காஸ்டிங்,ஹாட் சேம்பர் டை காஸ்டிங்,கோல்ட் சேம்பர் டை காஸ்டிங்), சுற்று சேவை (டை காஸ்டிங் சேவை,சி.என்.சி எந்திரம்,அச்சு தயாரித்தல், மேற்பரப்பு சிகிச்சை) .ஒரு விருப்ப அலுமினிய டை காஸ்டிங், மெக்னீசியம் அல்லது ஜமாக் / துத்தநாக டை வார்ப்பு மற்றும் பிற வார்ப்பு தேவைகள் எங்களை தொடர்பு கொள்ள வரவேற்கப்படுகின்றன.

ISO9001 மற்றும் TS 16949 ஆகியவற்றின் கட்டுப்பாட்டின் கீழ், அனைத்து செயல்முறைகளும் நூற்றுக்கணக்கான மேம்பட்ட டை காஸ்டிங் இயந்திரங்கள், 5-அச்சு இயந்திரங்கள் மற்றும் பிற வசதிகள் மூலம் மேற்கொள்ளப்படுகின்றன, அவை பிளாஸ்டர்கள் முதல் அல்ட்ரா சோனிக் சலவை இயந்திரங்கள் வரை உள்ளன. மிங்கே மேம்பட்ட உபகரணங்கள் மட்டுமல்லாமல் தொழில்முறை வாடிக்கையாளரின் வடிவமைப்பை நனவாக்குவதற்கு அனுபவமிக்க பொறியாளர்கள், ஆபரேட்டர்கள் மற்றும் ஆய்வாளர்கள் குழு.

டை வார்ப்புகளின் ஒப்பந்த உற்பத்தியாளர். 0.15 பவுண்டுகளிலிருந்து குளிர் அறை அலுமினியம் டை காஸ்டிங் பாகங்கள் அடங்கும். 6 பவுண்ட்., விரைவான மாற்றம் அமைத்தல் மற்றும் எந்திரம். மதிப்பு கூட்டப்பட்ட சேவைகளில் மெருகூட்டல், அதிர்வு, நீக்குதல், ஷாட் குண்டு வெடிப்பு, ஓவியம், முலாம், பூச்சு, சட்டசபை மற்றும் கருவி ஆகியவை அடங்கும். 360, 380, 383, மற்றும் 413 போன்ற உலோகக் கலவைகள் அடங்கும்.

துத்தநாக டை வார்ப்பு வடிவமைப்பு உதவி / ஒரே நேரத்தில் பொறியியல் சேவைகள். துல்லியமான துத்தநாக டை வார்ப்புகளின் தனிப்பயன் உற்பத்தியாளர். மினியேச்சர் வார்ப்புகள், உயர் அழுத்த டை வார்ப்புகள், மல்டி-ஸ்லைடு அச்சு வார்ப்புகள், வழக்கமான அச்சு வார்ப்புகள், யூனிட் டை மற்றும் சுயாதீன டை வார்ப்புகள் மற்றும் குழி சீல் செய்யப்பட்ட வார்ப்புகள் தயாரிக்கப்படலாம். வார்ப்புகளை 24 இன் வரை நீளத்திலும் அகலத்திலும் தயாரிக்கலாம். +/- 0.0005 இன். சகிப்புத்தன்மை.

ஐஎஸ்ஓ 9001: 2015 டை காஸ்ட் மெக்னீசியம் சான்றளிக்கப்பட்ட உற்பத்தியாளர், திறன்களில் 200 டன் வரை சூடான அறை மற்றும் 3000 டன் குளிர் அறை, கருவி வடிவமைப்பு, மெருகூட்டல், மோல்டிங், எந்திரம், தூள் மற்றும் திரவ ஓவியம், சிஎம்எம் திறன்களுடன் முழு கியூஏ , அசெம்பிளி, பேக்கேஜிங் & டெலிவரி.

ITAF16949 சான்றிதழ். கூடுதல் வார்ப்பு சேவை அடங்கும் முதலீட்டு நடிகை,மணல் வார்ப்பு,ஈர்ப்பு வார்ப்பு, இழந்த நுரை வார்ப்பு,மையவிலக்கு வார்ப்பு,வெற்றிட வார்ப்பு,நிரந்தர அச்சு வார்ப்பு, .இடிஐ, பொறியியல் உதவி, திட மாடலிங் மற்றும் இரண்டாம் நிலை செயலாக்கம் ஆகியவை அடங்கும்.

வார்ப்பு தொழில்கள் இதற்கான பாகங்கள் வழக்கு ஆய்வுகள்: கார்கள், பைக்குகள், விமானம், இசைக்கருவிகள், வாட்டர் கிராஃப்ட், ஆப்டிகல் சாதனங்கள், சென்சார்கள், மாதிரிகள், மின்னணு சாதனங்கள், இணைப்புகள், கடிகாரங்கள், இயந்திரங்கள், இயந்திரங்கள், தளபாடங்கள், நகைகள், ஜிக்ஸ், தொலைத் தொடர்பு, விளக்கு, மருத்துவ சாதனங்கள், புகைப்பட சாதனங்கள், ரோபோக்கள், சிற்பங்கள், ஒலி உபகரணங்கள், விளையாட்டு உபகரணங்கள், கருவி, பொம்மைகள் மற்றும் பல.
அடுத்து என்ன செய்ய நாங்கள் உங்களுக்கு உதவ முடியும்?
Home முகப்புப்பக்கத்திற்குச் செல்லவும் டை காஸ்டிங் சீனா
→உதிரிபாகங்கள்-நாம் செய்ததை கண்டுபிடி.
→ தொடர்புடைய உதவிக்குறிப்புகள் வார்ப்பு சேவைகள் இறக்கவும்
By மிங்கே டை காஸ்டிங் உற்பத்தியாளர் | வகைகள்: பயனுள்ள கட்டுரைகள் |பொருள் குறிச்சொற்கள்: அலுமினிய வார்ப்பு, துத்தநாக வார்ப்பு, மெக்னீசியம் வார்ப்பு, டைட்டானியம் வார்ப்பு, எஃகு வார்ப்பு, பித்தளை வார்ப்பு,வெண்கல வார்ப்பு,வீடியோவை அனுப்புதல்,நிறுவனத்தின் வரலாறு,அலுமினியம் டை காஸ்டிங் | கருத்துரைகள் ஆஃப்







