
ஆட்டோமொபைல் அலுமினியம் சேஸ் கட்டமைப்பு பாகங்களின் நுண் கட்டமைப்பு மற்றும் இயந்திர பண்புகள்

வார்ப்புகளின் அமைப்பு மற்றும் வளர்ச்சி தொழில்நுட்பத்தின் முக்கிய புள்ளிகள்
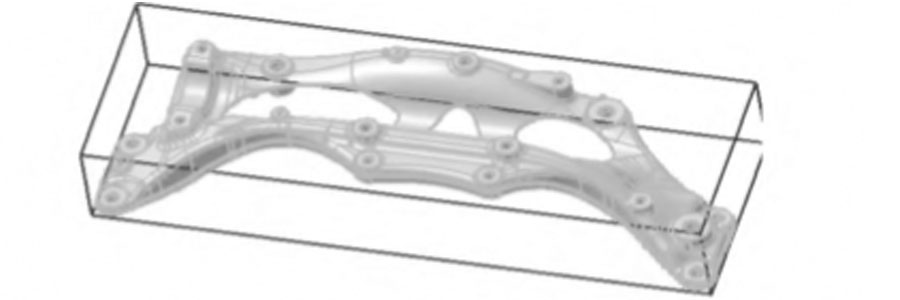
ஒரு ஆட்டோமொபைல் சேஸ் அமைப்பு படம் 1. இல் காட்டப்பட்டுள்ளது. அதன் அவுட்லைன் அளவு 677.79 மிமீ × 115.40 மிமீ × 232.42 மிமீ, நிறை 2.6 கிலோ, சராசரி சுவர் தடிமன் 3.5 மிமீ, மற்றும் தொகுதி சுமார் 9.88 × 105 மிமீ^3. வார்ப்பின் திட்டமிடப்பட்ட பகுதி 86300 மிமீ^2 ஆகும், மேலும் பொருள் அல் -8 எஸ்ஐ-எம்என்-எம்ஜி அலாய் ஆகும். வார்ப்பது பல தடிமனான சுவர் கொண்ட சூடான மூட்டுகளைக் கொண்டுள்ளது, இது சுருக்க சுருக்கங்களை உருவாக்குவது எளிது. காஸ்டிங்கின் தோற்றத் தரத் தேவைகள்: வெளிப்படையான டை காஸ்டிங் ஃப்ளோ மார்க்ஸ், வெளிப்படையான ஆமை பிளவுகள், மற்றும் மேற்பரப்பில் குமிழ்கள் இல்லை; வார்ப்புகளின் உள் தர தேவைகள்: பொது வார்ப்பு நிலை துளைகள் 1 மிமீ கீழே உள்ளன, முதலாளிகள் மற்றும் தடிமனான இறைச்சி பாகங்களுக்கு துளைகள் தேவை 2 மிமீ பின்வருபவை; காஸ்டிங்கிற்குள் காற்று உள்ளடக்கத்திற்கான தேவைகள்: வார்ப்பின் நியமிக்கப்பட்ட நிரப்புதல் முடிவில் 100 கிராம் அலுமினியத்திற்கு காற்று உள்ளடக்கம் 15 மில்லிக்கு குறைவாக இருக்க வேண்டும், மேலும் உள் வாயிலின் நியமிக்கப்பட்ட பகுதி 10 மிலிக்கு குறைவாக இருக்க வேண்டும்; காஸ்டிங்கின் இயந்திர பண்புகள் (T5 சிகிச்சைக்குப் பிறகு) தேவைகள்: 220MPa இன் இழுவிசை வலிமை, மகசூல் 150MPa, நீளம் ≥5%, தாக்கம் கடினத்தன்மை ≥6.0J/cm2, நூல் இழுவிசை சோதனை M10≥60kN, M12≥85kN, கடினத்தன்மை (HRB) 30; வார்ப்புகளின் சோர்வு சோதனைக்கான தேவைகள்: சாதாரண நிலைமைகளின் கீழ், நியமிக்கப்பட்ட இடத்தில் 6.1 ~ -4.8kN சக்தியைத் தாங்கும், அதிர்வெண் 2 ஹெர்ட்ஸ், மற்றும் 20,000 சுழற்சிகளுக்குப் பிறகு சேதம் அனுமதிக்கப்படாது. சோதனை நிலைமைகளின் கீழ், சுழற்சிகளின் எண்ணிக்கை 40,000 மடங்கு ஆகும். மேற்கண்ட தேவைகளின்படி, இந்த வார்ப்பின் உற்பத்தி ஒப்பீட்டளவில் கடினம்.
வார்ப்பு மேம்பாட்டுச் செயல்பாட்டில், வளர்ச்சி சுழற்சியைக் குறைப்பதற்காக, எண்ணியல் உருவகப்படுத்துதல் மென்பொருள் பகுப்பாய்விற்குப் பயன்படுத்தப்படுகிறது, மேலும் உண்மையான உற்பத்தி அளவுருக்களைக் குறிப்பிட்டு, நான்கு வெவ்வேறு வார்ப்பு முறைகள் ஏற்றுக்கொள்ளப்படுகின்றன (படம் 2 ஐப் பார்க்கவும்). திட்டம் 1 மற்றும் திட்டம் 2 சீப்பு வடிவ ஊற்றும் முறையைப் பின்பற்றுகின்றன, திட்டம் 3 மற்றும் திட்டம் 4 விசிறி வடிவ ஊற்றும் முறையைப் பின்பற்றுகின்றன; திட்டம் 2 உடன் ஒப்பிடுகையில், திட்டம் 1 அதிக செறிவூட்டப்பட்ட தீவன முறையைப் பயன்படுத்துகிறது மற்றும் திட்டம் 2 மிகவும் பரவலான தீவன முறையைப் பயன்படுத்துகிறது. ; விருப்பம் 4 உடன் ஒப்பிடுகையில், விருப்பம் 3 ஒரு குறுகிய முக்கிய ரன்னர் மற்றும் விருப்பம் 4 ஒரு நீண்ட முக்கிய ரன்னர் உள்ளது. மேலே உள்ள நான்கு திட்டங்களை உருவகப்படுத்தவும் பகுப்பாய்வு செய்யவும் மேக்மா மென்பொருளைப் பயன்படுத்தவும். முடிவுகள் காண்பிக்கின்றன: விருப்பம் 1 ரன்னர் மிகவும் நேராக உள்ளது, ஆற்றல் இழப்பு பெரியது, மற்றும் உள் கேட் ஊற்றுவது ஒத்திசைக்கப்படவில்லை, இது குழப்பமாக உள்ளது; விருப்பம் 2 ஓடுபவர்களின் இருபுறமும் வாயுவால் நிரப்பப்படுகிறது, மேலும் திடப்படுத்தல் பகுப்பாய்வு வார்ப்பு திரிக்கப்பட்ட துளைகளின் இருபுறமும் சுருங்கும் துளைகளைக் கொண்டுள்ளது; 3 ரன்னர் மிகவும் குறுகியதாக உள்ளது, இது உயர்-வெற்றிட டை-காஸ்டிங் செயல்முறைக்கு உகந்ததல்ல; திட்டம் 4 வார்ப்பின் நடுத்தர கொட்டும் பகுதியின் வெப்பநிலை அதிகமாக உள்ளது, மேலும் அச்சு அரிப்பு அதிகமாக இருக்கும். நிரப்பும் திரவ நிலை, திடப்படுத்துதல் சுருக்கம், வெப்பநிலை போன்றவற்றைக் கருத்தில் கொண்டு, விருப்பம் 4 சிறந்தது.

காஸ்டிங் செயல்முறை அளவுரு தேர்வுமுறை சோதனை டை
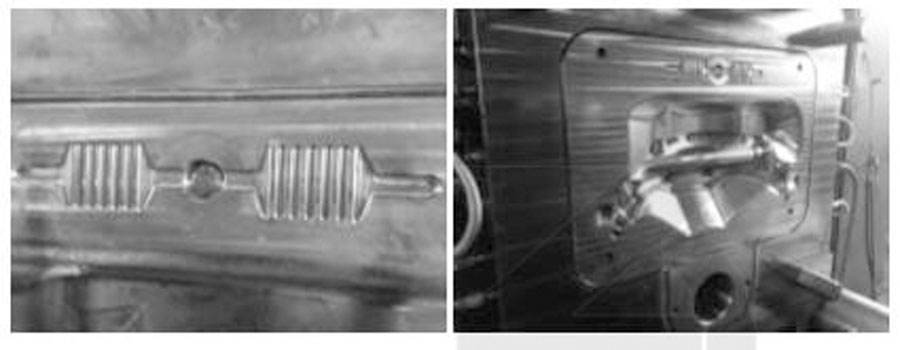
இது இத்ராவின் 16000kN கிடைமட்ட குளிர் அறை டை-காஸ்டிங் இயந்திரத்தைப் பயன்படுத்தி தயாரிக்கப்படுகிறது, இதில் நிகழ்நேர ஊசி கட்டுப்பாட்டு அமைப்பு பொருத்தப்பட்டுள்ளது. வெற்றிட வால்வு என்பது சுயாதீன அறிவுசார் சொத்துரிமை கொண்ட ஒரு ஹைட்ராலிக் உயர்-வெற்றிட நிறுத்த வால்வு (படம் 3 ஐப் பார்க்கவும்), மற்றும் குழி மற்றும் அழுத்தம் அறையின் இருவழி வெற்றிடத்தை அடைய உயர் வெற்றிட கட்டுப்பாட்டு அமைப்பு பொருத்தப்பட்டுள்ளது; அச்சு மேற்பரப்பு 10 மிமீ விட்டம் கொண்ட ஒரு சிலிகான் துண்டுடன் மூடப்பட்டுள்ளது ((படம் 4 ஐப் பார்க்கவும்); அச்சு எண்ணெய் ஊடகத்தால் குளிர்விக்கப்பட்டு அச்சு வெப்பநிலையை துல்லியமாக கட்டுப்படுத்த தெர்மோகப்பிள் பொருத்தப்பட்டுள்ளது; கோர் முள் உயர் அழுத்த நீரால் குளிர்விக்கப்படுகிறது குளிர்ச்சி; தெளித்தல் தானாகவே ABB ரோபோ மூலம் தெளிக்கப்படுகிறது.
டை காஸ்டிங் மெஷின் செட்டிங் அளவுருக்கள் மற்றும் அதிக வெற்றிட ஸ்ட்ரோக்கின் உகந்த கலவையைப் பெறுவதற்காக, அலுமினியம் அலாய் வெப்பநிலையை 7 setting ஆகவும், அச்சு வெப்பநிலையை 690 at ஆகவும் அமைக்கும் நிலைமைகளின் கீழ் 200 செட் அளவுரு சேர்க்கைகள் சோதிக்கப்பட்டன.
வண்ண ஊடுருவல் சோதனை வார்ப்பில் மேற்கொள்ளப்பட்டது, மற்றும் முடிவுகள் வார்ப்பு மேற்பரப்பில் ஏழை உருவாக்கம், குளிர் பிரித்தல், விரிசல் மற்றும் கொப்புளங்கள் போன்ற குறைபாடுகள் இல்லை என்பதைக் காட்டுகிறது.
வார்ப்புகளின் உள் தரம் X- கதிர்கள் மூலம் ஆய்வு செய்யப்பட்டது. தட்டு நிலையில் காற்று சுருங்கும் துளைகள் காணப்படவில்லை என்பதையும், வார்ப்பின் முதலாளி மற்றும் தடிமனான சுவர் நிலைகளில் காற்று துளைகள், சுருங்குதல் துளைகள் அல்லது சுருக்கம் போரோசிட்டி காணப்படவில்லை என்பதையும் முடிவுகள் காட்டின (படம் 6 ஐப் பார்க்கவும்).
மேலே உள்ள பகுப்பாய்வின் அடிப்படையில், மெதுவான ஊசி வேகம் 0.3m/s, வெற்றிட நிலை 480mm, இறக்கும் வார்ப்பு வேகம் 4.0-4.5m/s, வார்ப்பு அழுத்தம் சுமார் 76MPa மற்றும் வேகமான ஊசி தூரம் 620 மிமீ அளவுருக்களின் சிறந்த கலவையாகும்.
இயந்திர செயல்திறன் சோதனை மற்றும் பகுப்பாய்வு
3.1 டை காஸ்டிங்கின் கட்டமைப்பு மற்றும் இயந்திர பண்புகளில் வெற்றிடத்தின் தாக்கம்
அதிக வெற்றிடம் (97 kPa இன் வெற்றிட டிகிரி) டை-காஸ்டிங் அதிக அடர்த்தியைக் கொண்டுள்ளது, அதாவது டை-காஸ்டிங்கின் உள் வாயு உள்ளடக்கம் குறைவாக உள்ளது. சாதாரண வெற்றிடம் (65kPa வெற்றிடம்) இறப்பு வார்ப்புடன் ஒப்பிடும்போது, அதிக வெற்றிட இறப்பு வார்ப்புகளின் இழுவிசை வலிமை, மகசூல் வலிமை, நீட்சி மற்றும் கடினத்தன்மை முறையே 21%, 29%, 18%, மற்றும் 10%அதிகரித்துள்ளது. இது கட்டமைப்பு பாகங்களின் இயந்திர பண்புகளை மேம்படுத்துவதில் சிறந்த ஊக்குவிக்கும் விளைவைக் கொண்டுள்ளது.
இது உயர்-வெற்றிட டை-காஸ்டிங் அல்லது சாதாரண வெற்றிட டை-காஸ்டிங், உயர்-வெற்றிட டை-காஸ்டிங் மற்றும் சாதாரண வெற்றிட டை-காஸ்டிங்கின் போது அலாய் மைக்ரோஸ்ட்ரக்சர். இது உயர்-வெற்றிட டை-காஸ்டிங் அல்லது சாதாரண வெற்றிட டை-காஸ்டிங்காக இருந்தாலும், அல் -8 எஸ்ஐ-எம்என்-எம்ஜி அலுமினிய அலாய் அமைப்பு ஒப்பீட்டளவில் கரடுமுரடான α 1-ஆல் மற்றும் சிறந்த சுற்று α 2-ஆல் மற்றும் சிறந்த டென்ட்ரிடிக் யூடெக்டிக் ஆகியவற்றைக் கொண்டுள்ளது. Si, முதலியன கலவை. அலாய்யில் ஃபே உள்ளடக்கம் குறைவாக இருந்தாலும், சிறிய அளவிலான சிறுமணி ஃபே நிறைந்த கட்டங்களை இன்னும் கவனிக்க முடியும். அழுத்தம் வார்ப்பு அதிக வெப்பநிலை மற்றும் உயர் அழுத்தத்தின் கீழ் இருப்பதால், உருகிய உலோகம் மிக குறுகிய காலத்தில் குழியை நிரப்பி திடப்படுத்தி உருவாகிறது. இந்த பெரிய குளிரூட்டும் வீதம் திரவ உலோகம் அதிக அளவு சப் கூலிங்கைப் பெறச் செய்கிறது, இதன் மூலம் அணுக்கருவின் எண்ணிக்கையை அதிகரிக்கிறது. குறைந்த வெற்றிடத்தின் காரணமாக, சாதாரண வெற்றிட நிலைமைகளின் கீழ், மிக சிறிய துளை குறைபாடுகளை வார்ப்புக்குள் காணலாம்.
3.2 அதிக வெற்றிட டை வார்ப்புகளின் செயல்திறன் மற்றும் கட்டமைப்பில் வெப்ப சிகிச்சையின் விளைவு
3.2.1 இயந்திர பண்புகள்
வார்ப்புகள் வயதான வெப்ப சிகிச்சைக்கு உட்படுத்தப்பட வேண்டும், மற்றும் வெப்ப சிகிச்சை நிலைமைகள் 200 ℃ × 2 மணிநேரம் ஆகும். பின்னர், வார்ப்புகளின் விலா எலும்புகளின் நியமிக்கப்பட்ட நிலைகளில் (நிலைகள் 1, 2, 3) ஒரு இழுவிசை சோதனை செய்யப்படுகிறது. டை காஸ்டிங்கின் இயந்திர பண்புகள் டை காஸ்டிங் செயல்முறையைப் பொறுத்து மாறுபடும்.
சாதாரண வெற்றிட டை-காஸ்டிங்குடன் ஒப்பிடுகையில், அதிக வெற்றிட டை-காஸ்டிங் குறிப்பிடத்தக்க இழுவிசை வலிமை, மகசூல் வலிமை, நீட்சி மற்றும் கடினத்தன்மை ஆகியவற்றை மேம்படுத்தியுள்ளது. அவற்றில், இழுவிசை வலிமை சுமார் 21%அதிகரித்துள்ளது, மகசூல் வலிமை சுமார் 29%அதிகரித்துள்ளது, மற்றும் நீட்டிப்பு விகிதம் சுமார் 21%அதிகரித்துள்ளது. சுமார் 18% மற்றும் கடினத்தன்மை சுமார் 10% அதிகரித்துள்ளது, அதிக வெற்றிட டை காஸ்டிங் டை காஸ்டிங்கின் வலிமையையும் கடினத்தன்மையையும் கணிசமாக மேம்படுத்துவதைக் காணலாம்.
3.2.2 தாக்கம் கடினத்தன்மை
டை-காஸ்டிங் விலா எலும்புகளின் நியமிக்கப்பட்ட நிலைகளில் தாக்கம் சோதனை (நிலைகள் 1, 2, மற்றும் 3, இயந்திர செயல்திறன் சோதனைக்கான இடம் மாதிரி புள்ளிகள்) அதிக வெற்றிட டை-காஸ்டிங்கின் தாக்க கடினத்தன்மை தேவைகளை முழுமையாக பூர்த்தி செய்கிறது வார்ப்புகளின்.
3.2.3 நூல் வரைதல்
வார்ப்புகளின் M10 மற்றும் M12 திரிக்கப்பட்ட துளைகள் நூல் வரைதல் சோதனைகளுக்கு உட்படுத்தப்பட்டன. M10 நூல் 66kN மற்றும் M12 நூலின் செயல்பாட்டின் கீழ் 85kN செயல்பாட்டின் கீழ் மாறவில்லை, இது உயர் வெற்றிட இறப்பு வார்ப்புகளின் இழைகள் விசை தேவைகளை முழுமையாக பூர்த்தி செய்கிறது என்பதைக் குறிக்கிறது.
3.2.4 சோர்வு சோதனை
காஸ்டிங்ஸ் 410150 ஆயுள் சோதனைகளுக்கு உட்படுத்தப்பட்ட பிறகு, ஃப்ளோரசன்ஸ் கண்டறிதல் காஸ்டிங்கின் மேற்பரப்பில் விரிசல் இல்லை என்பதைக் காட்டியது, மேலும் முடிவுகள் அதிக வெற்றிட டை காஸ்டிங்கின் சோர்வு எதிர்ப்பு தொழில்நுட்பத் தேவைகளைப் பூர்த்தி செய்வதைக் காட்டியது.
3.2.5 எரிவாயு உள்ளடக்க கண்டறிதல்
வாயு உள்ளடக்க சோதனை அட்டவணை 2 இல் காட்டப்பட்டுள்ளது. அட்டவணை 6 இல் உள்ள சோதனை முடிவுகளிலிருந்து, உட்புற வாயிலில் வார்ப்பு உடலின் வாயு உள்ளடக்கம் 8.9 கிராம் ஆல் 100 மில்லிக்கு குறைவாக இருப்பதையும், வார்ப்பின் வாயு உள்ளடக்கத்தையும் காணலாம். நீர் வால் வழிதல் தொட்டியில் உள்ள உடல் 12 கிராம் ஆலுக்கு 100 மிலிக்கு குறைவாக உள்ளது, இது வார்ப்பு தேவைகளை முழுமையாக பூர்த்தி செய்கிறது.
4 முடிவு
- (1) எண்ணியல் உருவகப்படுத்துதலைப் பயன்படுத்தி, ஆட்டோமொபைல் சேஸ் கட்டமைப்பு பாகங்களின் டை-காஸ்டிங் உருவாக்கும் செயல்முறை மற்றும் உயர்-வெற்றிட டை-காஸ்டிங் செயல்முறை அளவுருக்கள் உகந்ததாக இருந்தன, மேலும் தேவைகளை பூர்த்தி செய்யும் வெளிப்புற மற்றும் உள் தரத்துடன் கூடிய உயர்தர வார்ப்புகள் தயாரிக்கப்பட்டன.
- (2) அதிக வெற்றிட டை காஸ்டிங் கட்டமைப்பு பாகங்களின் இயந்திர பண்புகளை கணிசமாக மேம்படுத்த முடியும். சாதாரண டை-காஸ்டிங்குடன் ஒப்பிடும்போது, அதிக வெற்றிட டை-காஸ்டிங்கின் போது வார்ப்புகளின் அடர்த்தி அதிகரிக்கிறது, மேலும் இழுவிசை வலிமை, மகசூல் வலிமை, நீட்சி மற்றும் வார்ப்புகளின் கடினத்தன்மை 21%, 29%, 18%மற்றும் 10%அதிகரிக்கிறது முறையே.
- (3) வார்ப்புக்களின் ஆயுள், வரைதல் மற்றும் வாயு உள்ளடக்கத்தின் சோதனை முடிவுகள் அனைத்தும் உற்பத்தியின் தொழில்நுட்பத் தேவைகளைப் பூர்த்தி செய்கின்றன மற்றும் வெகுஜன உற்பத்தி நிலைமைகளைப் பூர்த்தி செய்கின்றன.
மறுபதிப்புக்கு இந்த கட்டுரையின் மூலத்தையும் முகவரியையும் வைத்திருங்கள்: ஆட்டோமொபைல் அலுமினியம் சேஸ் கட்டமைப்பு பாகங்களின் நுண் கட்டமைப்பு மற்றும் இயந்திர பண்புகள்
மிங்கே டை காஸ்டிங் கம்பெனி தரமான மற்றும் உயர் செயல்திறன் கொண்ட வார்ப்பு பாகங்கள் (மெட்டல் டை காஸ்டிங் பாகங்கள் வரம்பில் முக்கியமாக அடங்கும் மெல்லிய-வால் டை காஸ்டிங்,ஹாட் சேம்பர் டை காஸ்டிங்,கோல்ட் சேம்பர் டை காஸ்டிங்), சுற்று சேவை (டை காஸ்டிங் சேவை,சி.என்.சி எந்திரம்,அச்சு தயாரித்தல், மேற்பரப்பு சிகிச்சை) .ஒரு விருப்ப அலுமினிய டை காஸ்டிங், மெக்னீசியம் அல்லது ஜமாக் / துத்தநாக டை வார்ப்பு மற்றும் பிற வார்ப்பு தேவைகள் எங்களை தொடர்பு கொள்ள வரவேற்கப்படுகின்றன.

ISO9001 மற்றும் TS 16949 ஆகியவற்றின் கட்டுப்பாட்டின் கீழ், அனைத்து செயல்முறைகளும் நூற்றுக்கணக்கான மேம்பட்ட டை காஸ்டிங் இயந்திரங்கள், 5-அச்சு இயந்திரங்கள் மற்றும் பிற வசதிகள் மூலம் மேற்கொள்ளப்படுகின்றன, அவை பிளாஸ்டர்கள் முதல் அல்ட்ரா சோனிக் சலவை இயந்திரங்கள் வரை உள்ளன. மிங்கே மேம்பட்ட உபகரணங்கள் மட்டுமல்லாமல் தொழில்முறை வாடிக்கையாளரின் வடிவமைப்பை நனவாக்குவதற்கு அனுபவமிக்க பொறியாளர்கள், ஆபரேட்டர்கள் மற்றும் ஆய்வாளர்கள் குழு.

டை வார்ப்புகளின் ஒப்பந்த உற்பத்தியாளர். 0.15 பவுண்டுகளிலிருந்து குளிர் அறை அலுமினியம் டை காஸ்டிங் பாகங்கள் அடங்கும். 6 பவுண்ட்., விரைவான மாற்றம் அமைத்தல் மற்றும் எந்திரம். மதிப்பு கூட்டப்பட்ட சேவைகளில் மெருகூட்டல், அதிர்வு, நீக்குதல், ஷாட் குண்டு வெடிப்பு, ஓவியம், முலாம், பூச்சு, சட்டசபை மற்றும் கருவி ஆகியவை அடங்கும். 360, 380, 383, மற்றும் 413 போன்ற உலோகக் கலவைகள் அடங்கும்.

துத்தநாக டை வார்ப்பு வடிவமைப்பு உதவி / ஒரே நேரத்தில் பொறியியல் சேவைகள். துல்லியமான துத்தநாக டை வார்ப்புகளின் தனிப்பயன் உற்பத்தியாளர். மினியேச்சர் வார்ப்புகள், உயர் அழுத்த டை வார்ப்புகள், மல்டி-ஸ்லைடு அச்சு வார்ப்புகள், வழக்கமான அச்சு வார்ப்புகள், யூனிட் டை மற்றும் சுயாதீன டை வார்ப்புகள் மற்றும் குழி சீல் செய்யப்பட்ட வார்ப்புகள் தயாரிக்கப்படலாம். வார்ப்புகளை 24 இன் வரை நீளத்திலும் அகலத்திலும் தயாரிக்கலாம். +/- 0.0005 இன். சகிப்புத்தன்மை.

ஐஎஸ்ஓ 9001: 2015 டை காஸ்ட் மெக்னீசியம் சான்றளிக்கப்பட்ட உற்பத்தியாளர், திறன்களில் 200 டன் வரை சூடான அறை மற்றும் 3000 டன் குளிர் அறை, கருவி வடிவமைப்பு, மெருகூட்டல், மோல்டிங், எந்திரம், தூள் மற்றும் திரவ ஓவியம், சிஎம்எம் திறன்களுடன் முழு கியூஏ , அசெம்பிளி, பேக்கேஜிங் & டெலிவரி.

ITAF16949 சான்றிதழ். கூடுதல் வார்ப்பு சேவை அடங்கும் முதலீட்டு நடிகை,மணல் வார்ப்பு,ஈர்ப்பு வார்ப்பு, இழந்த நுரை வார்ப்பு,மையவிலக்கு வார்ப்பு,வெற்றிட வார்ப்பு,நிரந்தர அச்சு வார்ப்பு, .இடிஐ, பொறியியல் உதவி, திட மாடலிங் மற்றும் இரண்டாம் நிலை செயலாக்கம் ஆகியவை அடங்கும்.

வார்ப்பு தொழில்கள் இதற்கான பாகங்கள் வழக்கு ஆய்வுகள்: கார்கள், பைக்குகள், விமானம், இசைக்கருவிகள், வாட்டர் கிராஃப்ட், ஆப்டிகல் சாதனங்கள், சென்சார்கள், மாதிரிகள், மின்னணு சாதனங்கள், இணைப்புகள், கடிகாரங்கள், இயந்திரங்கள், இயந்திரங்கள், தளபாடங்கள், நகைகள், ஜிக்ஸ், தொலைத் தொடர்பு, விளக்கு, மருத்துவ சாதனங்கள், புகைப்பட சாதனங்கள், ரோபோக்கள், சிற்பங்கள், ஒலி உபகரணங்கள், விளையாட்டு உபகரணங்கள், கருவி, பொம்மைகள் மற்றும் பல.
அடுத்து என்ன செய்ய நாங்கள் உங்களுக்கு உதவ முடியும்?
Home முகப்புப்பக்கத்திற்குச் செல்லவும் டை காஸ்டிங் சீனா
→உதிரிபாகங்கள்-நாம் செய்ததை கண்டுபிடி.
→ தொடர்புடைய உதவிக்குறிப்புகள் வார்ப்பு சேவைகள் இறக்கவும்
By மிங்கே டை காஸ்டிங் உற்பத்தியாளர் | வகைகள்: பயனுள்ள கட்டுரைகள் |பொருள் குறிச்சொற்கள்: அலுமினிய வார்ப்பு, துத்தநாக வார்ப்பு, மெக்னீசியம் வார்ப்பு, டைட்டானியம் வார்ப்பு, எஃகு வார்ப்பு, பித்தளை வார்ப்பு,வெண்கல வார்ப்பு,வீடியோவை அனுப்புதல்,நிறுவனத்தின் வரலாறு,அலுமினியம் டை காஸ்டிங் | கருத்துரைகள் ஆஃப்







